anodized seal test|anodized aluminum test : discount store The most common of these test methods include film thickness measurement, the seal of anodic coatings, and conductivity measurement. Knowing the basics of each method and the influences that affect each . 59 likes, 1 comments - torresaninha on February 24, 2024: "Saudade das minhas vagabundas 羅 凉 ️ amo vcs"
{plog:ftitle_list}
web7 de out. de 2021 · Explore five constructive feedback examples to help guide difficult conversations with your team, using LeeAnn Renninger's four simple steps.
ASTM B136 describes a dye stain test to use to check seal quality on a pass/fail basis. The test requires Nitric Acid (40%) for two minutes and blue dye for 5 minutes, if there is a color change the parts fail (check out the spec . The most common of these test methods include film thickness measurement, the seal of anodic coatings, and conductivity measurement. Knowing the basics of each method and the influences that affect each .Seal Test. ASTM B 136 - Standard* method for measurement of stain resistance of anodic coatings on Aluminum. 1.1. Scope. 1.1 This method is intended to determine whether anodic . The best test you could is to dissolve a dark dye in oleic acid (the same present on your finger) and put a drop of it onto the anodised surface and remove it with a shower tap. You can graduate the effects of greasing letting a .
Sealing of anodized aluminum is considered to be the most important of all the various steps in the anodizing process, and Coventya’s Michael McGinty explains how .Sealing quality tester for anodic coatings on aluminum. Measuring anodic film thickness with an ISOSCOPE® leaves the job only half done since the weather resistance of a finish is also a .
Their performance is verified with sealing test ISO 3210 –the minimization of weight loss in sealing. The optimisation is evaluated of anodising parameters versus sealing and vice versa, . 3.1 This test method describes a destructive test procedure for measuring the degree of seal of the porosity in anodic oxide coatings. Low coating mass loss is an indication . The correct test for evaluating the quality of seal of an anodic coating is ASTM B 680-80, "Standard Test Method for Seal Quality of Anodic Coatings on Aluminum by Acid Dissolution." ISO 3210 is the same test.Test Methods For Type II Anodized Aluminum. Oxide Coating Thickness. ASTM B 244-97 (2002) ASTM B 487-85 (2007) Min Thickness. Class I. 18 Microns (µ) . Where extreme abrasion resistance is required do not seal as some softening is encountered. Type III Anodize Thickness Guide. Alloy. Major Constituent(in) Maximum Thickness* Color Overtones .
The authoritative public forum for Metal Finishing since 1989 -----Hot (boiling) DI water seal after anodizing. Current question and answers: Q. Anodizing is a finishing technique that I use to support my hobby in .
anodized aluminum test
A single-stage process has the disadvantage of requiring a minimum 24-hour cure period before seal quality testing (i.e. modified dye stain or acid dissolution test) can be performed. The duplex stage process involves a shorter cold seal time of five minutes for coatings less than 0.5 mils in thickness and eight minutes for coatings greater .This paper is attributed to a new technology for anodize seal and hence a very brief information is included for seal tests. Dye Stain Tests This is a common test for checking seal application. At one time, this was accepted as only test needed to check if . You anodize at least 2 test panels (same alloy as your load), with a known geometric area (let's say 10 by 10 cm) Measure your coating thickness. . ASTM B136, the anodize stain resistance test, is a quick and easy seal test for either you or your anodizer (requires handling a bit of nitric acid safely). Not for alloys > 2% Cu or 4.5% Si, though. Our deoxidizer contains hex chrome, but our anodize bath, dyes, and seal do not. Does ANY presence or use of hexavalent chrome anywhere within a process make you non-compliant? Or is it all about the final coating? Bruce Brady - Lincoln, Nebraska, USA November 26, 2014. A. Hi Bruce. Other standards like REACH may effect what chemicals you can .
The anodize coating is porous. Sealing chemically closes up the pores to keep out corrosion-causing chemicals. There is an ASTM test, ASTM B136, which is similar to the dye test you are running, . Those who are more serious about seal testing perform a weight-loss test, per ASTM B680. A panel or part is soaked in a chromic/phosphoric acid .
Salt Spray testing is typically required for “sealed” anodize. This test is a measure of corrosion resistance and is performed per ASTM B117. This test requires a salt fog cabinet, a DI source, and trained QA operators. Most noteworthy is that this evaluation typically requires 336 hours, so a salt spray failure is particularly problematic.
Anodized aluminum is for the most part a robust, quality finish that is readily obtained through any number of chemical processing houses. ️ Learn here more about anodize finishes . Temperature, concentration, immersion time and purity are all necessary to be monitored and controlled. A simple “seal integrity test” per ASTM B136 can .
anodized aluminum sealant
anodized aluminum seal test
anodized aluminum finish test
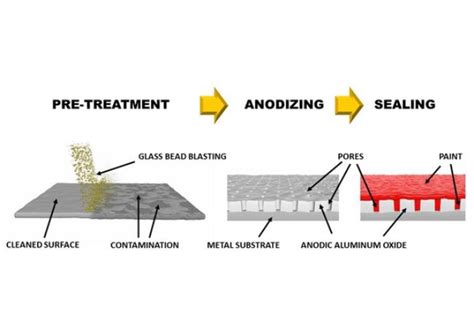
“CHEMEON eTCP represents the evolution of trivalent chromium pretreatments by replacing the known carcinogen hexavalent chrome and its identifiable yellow/gold hue with the violet to blue hues of CHEMEON eTCP. We developed the CHEMEON eTCP technology as a safe, non-carcinogenic trivalent chromium conversion coating and anodic seal to meet the needs of .Anodize Clean the parts. Add color. Seal the pores. Prepare the surface. Before you anodize a part, you have to prepare its surface through mechanical and chemical means. First, polish or bead blast the surface to ensure your part has the desired visual appearance. . To assess the quality of anodization, you should test how resistant the part .
Re: Anodize (Type II Class I) Peeling off after Tape Test ive seen it in 7*** series alloys. i put it down to a bad batch of alloy . poorly mixed or burnished during machining. the alloying component is zinc which can corrode if patchy beneath the ano layer. but this is all speculation , but fits with the problems i once had. parts were re-made with different stock and problem went
Schematic illustration of the three ways in which aluminum cations coordinate with oxygen anions in the porous anodized aluminum oxide layer (octahedral coordination is reported [78,87] to be anions in the porous anodized aluminum oxide layer (octahedral coordination is reported [78,87] to enhanced by sealing at the expense of tetrahedral .
Test cell ø 13 mm: 3 - 200 µS Test cell ø 26 mm(1): 0,75 - 75 µS Note: Referenced to the standard measurement cell area of 133 mm2. Power supply: battery 9V6LR61 Dimensions (LxWxH): 160x80x30 mm Mass: 230 g (1) The meas. cells with a Ø of 6 mm or a Ø of 26 mm do not permit standardized measurements because the test areas are A turbidity test of the water with silver nitrate . Most references recommend using DI water in a minimum of the anodizing tank and the seal tank. Most places will use it in as many tanks as they can afford. . Obviously, bad . Hard Coat anodizing provides high wear resistance, typically scoring a weight loss of 1.0-1.5 mg/1000 cycles in the ASTM D4060 abrasion resistance test. Regular anodizing offers moderate wear resistance, scoring a .
Testing of Anodized Coatings. Typical tests for anodized coatings include coating weight, seal quality, corrosion resistance, light fastness, and paint adhesion. Hardcoatings are additionally often tested for thickness and abrasion resistance. Again Mil-A-8625 is a good starting point toward developing test requirements. Rework of Anodized CoatingsChoice of seal depends on the object’s intended purpose and use. . • Can threads be hard anodized? Yes. Note the pitch diameter decreases by 4 times the coating thickness on internal threads and increases 4 times on external threads. • Do final tolerances need to allow for hard anodizing? Yes – the final specification needs to allow .The anodized film is transparent and does not have the capability to mask over metal surface defects, even when colored. Therefore, the final finish appearance depends largely on the condition of the aluminum workpiece. . A destructive test for ascertaining seal quality (and coating weight if necessary) utilizes a solution of chromic and .
If converting to a BSAA process, seal tanks should avoid the use of fiberglass construction 22 and anodize tanks should have the steam pipes constructed of Carpenter 20 instead of 316L stainless steel 29. Testing. Figure 3: Salt Spray Test Panels (Mylar On and Off) An understatement is that the SS test is not known for being infallible 15,30,39 .
For example, anodize operations engaging in organic dyeing will experience high rates of dye bleed in the seal. Good dyeing practices may help to mitigate this problem. Operations that need to pass various crazing (cracking of the AAO film due to thermal expansion) standards, such as AAMA 611, may have some difficulties using a cold seal.• Anodized No Seal, Anodized Hot Seal, Anodized Cold Seal • Test: • Control (no aging); Modified Cataplasm aging (14 days at 70°C/100% RH followed by 1 day at -30°C and one day at 23°C/50% RH) Can I bond Anodized? WetOut– Anodizing process leaves a surface free of contaminants Aluminum Oxide is high surface energy Mechanisms of Adhesion
grain moisture meter use
The sealing of the anodized aluminum is a critical process in achieving the durability and extended functionality of anodizing. This article discusses the different methods for sealing the anodic coatings produced by using sulfuric acid, namely, hot deionized water, hot nickel acetate, midtemperature, cold, and dichromate sealing.
Additionally, longer anodize immersion times may be counterproductive to paint adhesion characteristics17. The following Anodize rinse should be relatively short to avoid potential lower hydration values4 for parts that are subsequently Sealed. Seal immersion time is specified (23-28 minutes) but being at the highest end of the allowedThese carabiners have an anodized aluminium surface that has been dyed; they are made in many colours.. Anodizing is an electrolytic passivation process used to increase the thickness of the natural oxide layer on the surface of metal parts.. The process is called anodizing because the part to be treated forms the anode electrode of an electrolytic cell. .B680-80 (2004) – Standard Test Method for Seal Quality of Anodic Coatings on Aluminum by Acid Dissolution; B117-07a – Standard Practice for Operating Salt Spray (Fog) Apparatus; These are just a few examples; many other standard test methods may be used to .
grain moisture testing meter jacksonville il
KineChan | PACK de SETEMBRO Atualizados totalmente GRÁTIS! LINK NOS COMENTÁRIOS.
anodized seal test|anodized aluminum test